
Que novos requisitos pon no forno de refluxo o proceso sen chumbo cada vez máis maduro?
Analizamos dende os seguintes aspectos:
l Como obter unha diferenza de temperatura lateral menor
Dado que a ventá do proceso de soldadura sen chumbo é pequena, o control da diferenza de temperatura lateral é moi importante.A temperatura na soldadura por refluxo é xeralmente afectada por catro factores:
(1) Transmisión de aire quente
Os actuais fornos de refluxo sen chumbo adoptan unha calefacción de aire quente ao 100 %.No desenvolvemento dos fornos de refluxo, tamén apareceron métodos de calefacción por infravermellos.Non obstante, debido ao quecemento infravermello, a absorción e reflectividade infravermella dos diferentes dispositivos de cores son diferentes e o efecto de sombra é causado polo bloqueo dos dispositivos orixinais adxacentes.Estas dúas situacións provocarán diferenzas de temperatura.A soldadura sen chumbo ten o risco de saltar pola xanela do proceso, polo que a tecnoloxía de calefacción por infravermellos foi eliminada gradualmente no método de calefacción do forno de refluxo.Na soldadura sen chumbo, hai que enfatizar o efecto de transferencia de calor.Especialmente para o dispositivo orixinal con gran capacidade de calor, se non se pode obter unha transferencia de calor suficiente, a taxa de quecemento obviamente quedará por detrás da do dispositivo con pequena capacidade de calor, o que provocará unha diferenza de temperatura lateral.Vexamos os dous modos de transferencia de aire quente na Figura 2 e na Figura 3.
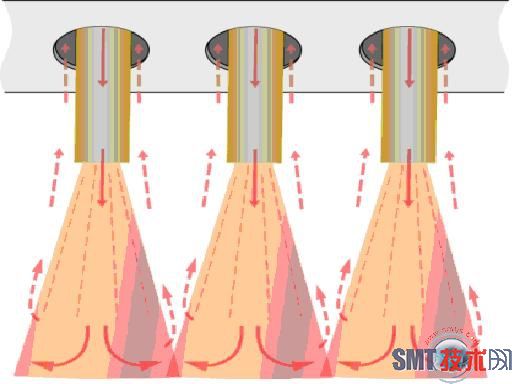
Figura 2 Método de transferencia de aire quente 1
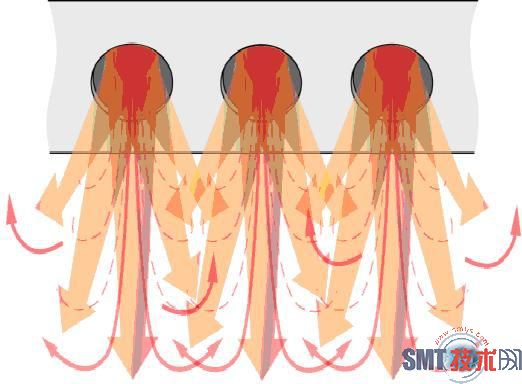
Figura 2 Método de transferencia de aire quente 1
O aire quente da Figura 2 sae dos buratos da placa de calefacción e o fluxo de aire quente non ten unha dirección clara, o que é bastante desordenado, polo que o efecto de transferencia de calor non é bo.
O deseño da figura 3 está equipado con boquillas direccionais multipunto de aire quente, polo que o fluxo de aire quente está concentrado e ten unha direccionalidade clara.O efecto de transferencia de calor deste quentamento de aire quente aumenta nun 15% e o aumento do efecto de transferencia de calor terá un papel máis importante na redución da diferenza de temperatura lateral dos dispositivos de capacidade térmica grande e pequena.
O deseño da figura 3 tamén pode reducir a interferencia do vento lateral na soldadura da placa de circuíto porque o fluxo de aire quente ten unha direccionalidade clara.Minimizar o vento lateral non só pode evitar que os pequenos compoñentes como 0201 na placa de circuíto sexan expulsados, senón que tamén reduce a interferencia mutua entre as diferentes zonas de temperatura.
(1) Control de velocidade da cadea
O control da velocidade da cadea afectará á diferenza de temperatura lateral da placa de circuíto.En xeral, reducir a velocidade da cadea dará máis tempo de quecemento para os dispositivos con gran capacidade de calor, reducindo así a diferenza de temperatura lateral.Pero despois de todo, a configuración da curva de temperatura do forno depende dos requisitos da pasta de soldadura, polo que a redución ilimitada da velocidade da cadea non é realista na produción real.
(2) Control de volume e velocidade do vento
Fixemos tal experimento, mantendo as outras condicións no forno de refluxo sen cambios e só reducimos a velocidade do ventilador no forno de refluxo nun 30% e a temperatura da placa de circuíto baixará uns 10 graos.Pódese ver que o control da velocidade do vento e do volume de aire é importante para o control da temperatura do forno.
Hora de publicación: 11-Ago-2020